|
|
|
电线电缆包制时用到的切带设备 |
| 发布时间:2023-10-17 文章来源:本站 浏览次数:2513 |
| 非金属切带设备主要用于分切纸、塑料薄膜、纤维材料等非金属带材。分切机一般由机架、导辊、收放卷装置、卡子、切割装置、电动机、传动装置和控制装置等组成。为了便于原材料的搬动,在分切房内一般都装有简单的起吊装置。(1)单收卷式分切机。用一根轴收卷分切好的材料,一般用于分切纸,厚度为0.1mm及以上的塑料薄膜及复合材料。其优点是收卷速度快、收卷张力紧、生产效率高、卷盘质量好。缺点是要用分切刀分开卷盘,劳动强度大,卷绕时,相邻卷盘的带子有移位现象,用分切刀不容易分开,易造成带盘边沿有刀伤,甚至只能重新复绕成卷盘。(2)双收卷式分切机。用两根轴收卷分切好的材料,一般用于分切薄纸、塑料薄膜、复合材料及金属带。其优点是卷盘下车后能自行分开,劳动强度小,不需用刀分开卷盘,因而卷盘无刀伤。缺点是车速较慢、卷盘较松、生产效率低。(1)旋转式刀片。用上下两把圆形刀片的转动来剪切材料,一般用于分切各种纤维材料、复合材料及质地有一定硬度的塑料薄膜。(2)固定刀片式。刀片固定,靠材料的直线运动来分切,一般用于分切质地较软、较薄的塑料薄膜。1.放卷部分:由放卷轴、退拨紧固螺丝、放卷的轴向移动调整装置及张力装置等组成。通过调节张力装置来调整卷筒的张力。通过调节轴向移动调整装置来调整纸张门幅分切的位置。2.上下刀轴、填卷及刀片:被分切的材料,经过刀片即被分切开,它是分切机的主要部件。通过换配不同的填卷以达到规定的带子宽度。3.卡子:分切后的带材通过卡子梳理后,能减少纤维的贴连,便于收卷。4.收卷部分:由收卷轴、卷带芯子及压紧辊组成,收绕不同宽度的带盘应调换不同宽度的芯卷。所用纸芯卷的内径应与下道使用设备相配合。收绕纸卷时,要有一定的张力来保证紧密地收卷。5.机架:由导向辊及墙板组成。是整个设备的支架。导向辊的作用是增加被分切材料的张力,减少由材料抖动而引起的波纹,便于很平稳的分切。6.传动装置:把电动机所产生的机械能,通过该装置带动设备的运转。7.电动机:把电能转变成机械能,通过传动装置,带动设备的运转。由于在切割过程中,其速度最好是无级变化,故使用的电动机最好为调速电动机,如整流子电机、电磁感应电动机、直流电动机等。其调速范围,起始速度最好从零开始。这样切纸过程中,起动就比较平稳。8.控制装置:控制电动机的电源,并根据操作者的要求,方便地调整切纸的速度。切纸机的收卷轴,一般都为专用的收卷轴。为了增加卷带芯子与收卷轴之间的摩擦力,增加收卷的力量及便于将切好的纸卷盘取下来,收卷轴一般制成可拆卸的四片轴瓦形状。通过调节轴瓦两边的调节螺帽来调整收卷轴与卷带芯子之间的摩擦力。金属切带设备主要用于较大长度的薄金属带的分切。金属带的分切设备,一般由放带装置、导向辊轮、导带舌、分切刀具、分带叉、收带装置、机座、传动装置、控制装置及电机等部分组成。分切机房内,一般都配备有起吊装置,以便平稳地搬运材料。1.放带装置。一般由双托座的放带卷轴及紧固螺丝组成。有的设备还有张力装置及门幅移动装置。2.导向辊轮。经放卷轴放出带材,经导向辊轮改变其前进方向,并可增加其张力,减少材料在分切过程中的抖动。3.导带舌。使经过辊轮后的带材,在距分切刀具不远处,经过导带舌之后,使之限位,平稳地进入分切刀具。4.分切刀具。是一组装在刀轴上的上下滚刀。带材经过上下滚刀使之分切。分切的宽度是通过移动刀轴上相邻两刀片间的距离来实现的。在两刀片之间一般使用填圈来加以限位,以保持宽度的一致。5.分带叉。是将分切后的金属带进行分隔,可防止分切后的金属带粘连。6.机座。是收放装置的主要组成部分,一般在其上分别安装放卷装置、收卷装置、传动装置及电动机。7.传动装置。电动机输出的机械能,通过该装置来带动滚刀及收卷轴运转。8.收卷装置。它是由收卷轴、收带夹板、紧固螺丝等组成。在收卷轴上有齿轮或皮带轮与传动装置相连,为保证在整个切带过程中收带张力均匀,在收带轴与带盘之间的传动均采用滑动摩擦传动。9.电动机及控制装置。电动机是把电能转换成机械能,并通过传动装置来带动设备的运转。为便于平稳地起动及停车,大多采用调速电机,并通过控制装置来平稳地改变电动机的转速。分切设备的传动系统比较简单,电机经过皮带进行第一级减速,再经过链条进行第二级减速后,将转动力矩传递到主轴,然后从主轴分别减速后将转动力矩传递到刀轴及收带轴上。随着金属带的切制,带盘外径逐步加大,为保证在整个切带过程中收带张力均匀,在收带轴与带盘之间的传动均应采用滑动摩擦传动。金属带分切刀具的材料是在充分考虑到刀具的使用寿命及分切后金属带的质量要求来选用的。一般可以使用碳素工具钢、合金工具钢或高速工具钢等,如T10、Cr06、9Cr2、W18Cr4V、W6MSCr4VZA等材料。为了适应分切较长的金属带,分切用刀具一般采用旋转刀具,如图1所示。
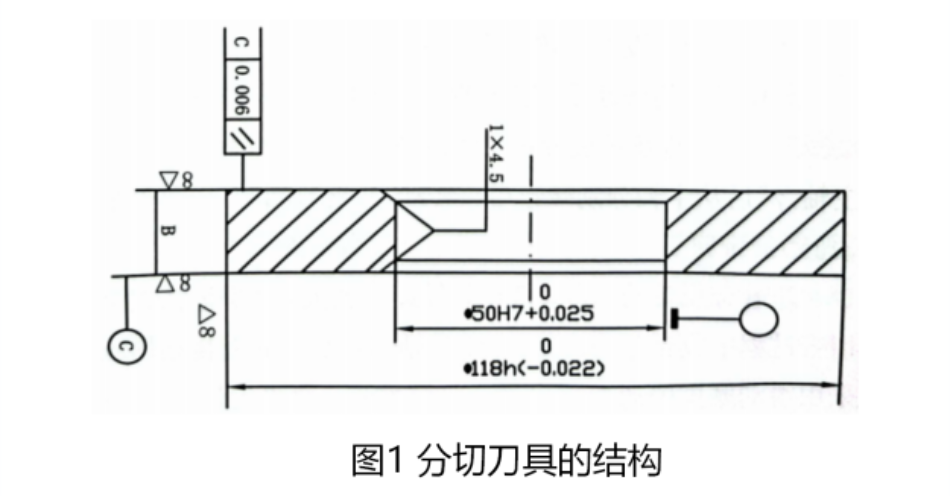
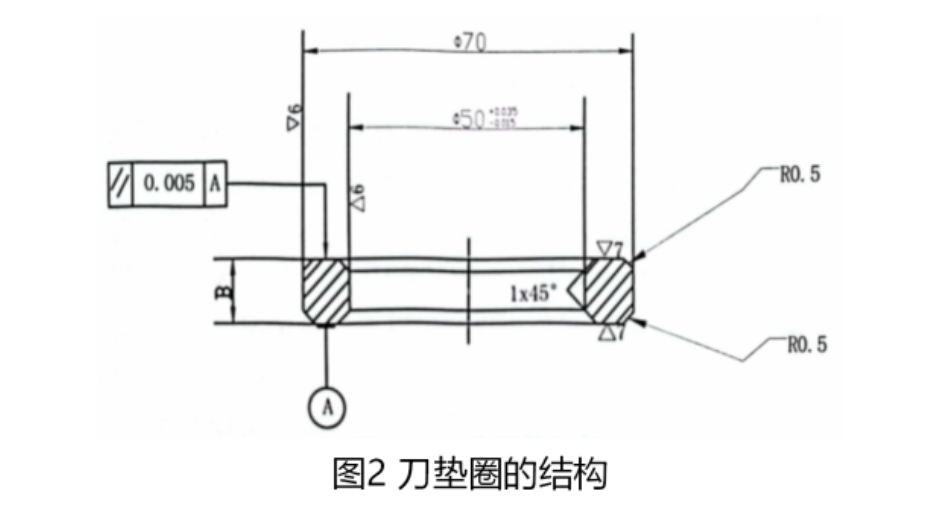
刀片的厚度与分切后的金属带宽相比要小得多,也有的厂家将刀片厚度与分切后金属带宽度相一致。这两种刀具的选择各有优缺点,前者在工装准备中种类少,厚度公差可以有较大偏差;切带的宽度使用刀垫圈来调整;刀具装配累积公差大;在分切过程中是使用一侧刀口;强度低、使用寿命较短。后者在工装准备中的种类较多,刀具厚度公差小;切带的宽度是采用刀片厚度来调整;刀具装配累积公差小,在分切过程中使用两侧刀口;强度高,使用寿命长,采用分带舌。刀垫圈的外形如图2所示。在装配分切刀具时,相邻刀片之间最好只装配一个刀垫圈,以免累积公差使分切后的金属带有卷边及毛刺现象,要求有比较高的加工精度。由于刀垫圈只起到调整分切带宽的作用,对材料的选择没有特殊要求,采用普通碳素钢,如45#钢等就可以满足使用要求。
对刀片和刀垫圈进行精确测量后将厚度公差相一致的刀片及刀垫圈选为一组,分别装在上、下刀轴上。以防止分切后的金属带产生卷边、毛刺及吃刀等现象,提高金属带的分切质量,延长道具的使用寿命。在安装第一片刀具时,应对刀具平面进行反复校调,使刀具平面与刀轴间的夹角为90°,以提高金属带的分切质量,延长设备及刀具的使用寿命。在刀轴上装配完刀具及刀垫圈,并紧固后,还要磨削刀具的外圆,使刀口锋利。两种刀具在装配的步骤与方法上都是相同的,唯一区别是在选择刀具和刀垫圈时不是上下为一组,而是相邻的刀具和刀垫圈为一组。分切带的宽度是刀具的厚度与刀垫圈的厚度之和。在金属带的分切过程中,分切刀具的调整往往比较困难。是金属切带工序中技术性较强的工作。由于在机械加工中的精度限制,刀具和刀垫圈都不可避免地存在一定的误差,并在装配过程中产生累积偏差,当累积偏差达到一定程度时就可以产生以下三种情况。一是产生吃刀现象,造成刀具损坏;二是使金属带在分切过程中产生严重的卷边、毛刺等现象;三是给刀具的调整带来较大困难。因此,合理选择刀具和刀垫圈,不但能提高金属带的分切质量也能延长道具的使用寿命。根据生产实践经验在选配刀具和刀垫圈时刀片的厚度应为负公差、刀垫圈的厚度应为正公差。这样总的累积偏差就可以小一点。同时,上下刀具的平面之间又有一定的间隙而避免了吃刀现象。1.切口处的上下刀具平面间距为0.02mm~0.03mm。2.上下刀具的吃刀深度可以根据不同的金属带的厚度来确定,吃刀深度可以在被分切带厚度的2倍~10倍范围内选择。扎纹是为了使同轴对的外导体在纵包时其接缝处能对接良好,它是在铜带边缘轧制宽约1mm左右的波纹而采取的一种工艺手段。扎纹机的结构和传动系统与金属带分切机的结构和传动系统相类似,在使用中,两种设备具有一定的通用性和互换性。可以相互替代使用。扎纹轮为一旋转刀具,在使用中每两个扎纹为一套。扎纹轮的材料应考虑使用寿命及扎纹质量,通常使用合金结构钢,如38CrMoAl等。为延长扎纹轮的使用寿命,轮的工作面应作氮化处理,工作面的硬度应达到HRC55°~HRC60°。焊接机的种类比较多。电缆行业中因使用场合不同,焊接机的结构也不同,但用于电线电缆生产中使用的焊接机在其工作原理上是基本相同的,它是利用低电压、大电流将被焊接金属局部熔化后来达到焊接目的。当焊接的材料不同时,焊接的方法略有不同。同一种状态的材料由于焊接时其横截面积不同,焊接电流也不同。例如对未经软化的铜线是采用直接对焊熔接;软化后的软铜线、软铜带是采用辅助焊料(银焊片、硼砂)对焊和搭焊熔接;钢带采用滚焊或点焊熔接等方法。在金属分切工序中使用的焊接设备多是采用点焊机。在使用点焊机进行钢带焊接时,要注意焊接火花溅起伤人,掌握与调整焊接电流的大小,保证钢带的焊接质量。金属带分切设备多采用滑动摩擦传动来收卷金属带,往往缠绕得松散,不适合以绕包形式使用的金属带,为此需要将分切后的金属带进行复绕。复绕机就是把分切后的金属带重新缠绕,使其紧密,不松散。复绕后的金属带用手托起带盘的外侧边缘时,盘芯不应有纵向滑动。以铜带复绕机为例,铜带复绕机与纸带复绕机的构造基本相同,也可以相互代用。主要部件一般由机座、电动机、变速传动装置、放带装置、收带装置、换向及定位导轮等组成。传动图见图3所示。

(1)机架。是由角钢及槽钢所组成,是安装其它部件的基座。为了安全起见,应采用有小门的铁皮围封。小门为便于修理之用。(2)电动机。为三相交流电动机,功率为2.5千瓦,转速为1300r/min。(3)传动装置。由简单的皮带传动加涡轮减速箱组成。通过该装置减速,至收绕盘为72r/min。(4)放带盘及收绕盘。两盘都为平滑的胶木圆版盘,都与轴心相连。在放带盘的芯轴上套有一只圈,该圈的外径比带芯的内径略小。在收绕盘轴芯上,根据不同的铜带要求,套上不同的专用芯子供收绕用。
(5)导轮及收绕上盖板。都为辅助附件,导轮可以改变放带方向及收绕定位。收绕上盖板可以改善收绕的平整度。在收绕时放在带卷的上面,并用螺丝旋紧。(来源:中国线缆网)
|
|
 皖公网安备 34011102002471号
皖公网安备 34011102002471号