|
|
|
降低带状光缆衰减不合格率的方法探究 |
| 发布时间:2026-06-02 文章来源:本站 浏览次数:31 |
|
本文围绕层绞式带状光缆在制造环节中频繁出现的衰减异常现象,从核心光单元至成缆终端的完整工艺链出发,系统梳理了各环节的关键影响因素。研究表明:光纤带的几何精度及其抗微弯能力构成衰减控制的根本前提;松套环节中套管占空比的合理设计与光纤带余长的精准把控,是决定衰减性能的核心工艺节点――余长偏大或偏小均会直接导致微弯或宏弯损耗的产生;而绞合与护套工序则通过放线张力、盘具内径等参数间接影响缆芯应力分布与弯曲状态,对衰减产生间接或暂态性作用。本文以松套工序为研究重心,深入揭示了余长失控的内在机理,并从冷却工艺优化、牵引张力精确控制、放带张力实时监控及设备同心度定期校核四个维度提出了针对性改进方案,旨在从源头稳定余长、降低局部应力,切实防控带状光缆衰减异常风险。该研究可为带状光缆工艺稳定性与产品可靠性的提升提供系统性的理论支撑与工程参考。
带状光缆凭借其高密度、高效率的布线优势,已在现代通信骨干网及数据中心互联领域占据核心地位。其传输性能――尤其是衰减指标的稳定性,直接决定了通信系统的整体质量与使用寿命。但在实际生产中,尤其是结构较为复杂的层绞式带状光缆,衰减异常或测试曲线出现拐点的问题时有发生,不仅造成产品合格率波动,还埋下了潜在的网络故障隐患。
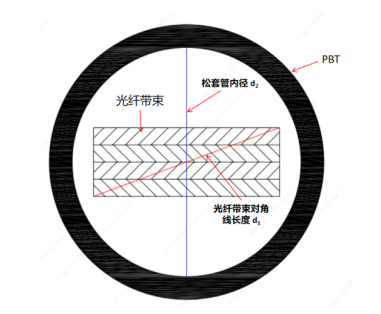
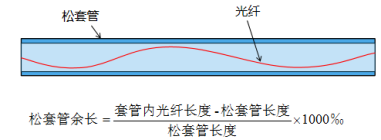
衰减异常并非某一单一工序的孤立结果,而是光纤带制备、松套、绞合、护套等全流程中多重因素交互耦合的综合体现。其中,松套工序承担着对脆弱光纤带单元进行首次机械防护与结构成型的关键职能,其工艺水平在很大程度上预设了成缆后衰减性能的基准线。目前,行业内对于如何系统辨识各工序的影响权重,并围绕松套管中光纤带余长精确控制这一核心环节开展有效工艺优化,仍有较大的探讨空间。基于此,本文旨在对层绞式带状光缆衰减异常的影响因素链进行系统性解析:首先从光纤带本体、松套、绞合到护套工序逐层拆解其作用机理;随后将分析聚焦于最关键的松套环节,深入剖析余长控制偏差与设备状态失稳的具体危害;最终结合机理分析,提出可落地的工艺改进与设备维护方案,力求实现带状光缆衰减性能的稳定可控,形成一套从理论到实践的完整解决路径。光纤带是带状光缆的核心光单元,其自身品质直接决定了成缆后的衰减水平。光纤带的平整度对衰减影响显著。当平整度偏差超过30µm时,多层堆叠后易产生局部应力集中,引发微弯损耗。同时,带内单纤直径差异若超过30µm,会导致光纤在带中受力不均,进一步抬升传输损耗。光纤自身的抗微弯能力直接关系到带状光缆的衰减表现。与传统层绞式松套管不同,光纤带在松套过程中需经绞笼旋转导入松套管,边纤更易受到机械挤压。若光纤抗微弯性能不足,边纤衰减极易超出标准。松套工序,是将光纤带外层保护一层松套管的关键工艺,松套管下线衰减的好坏,在一定程度上直接决定了成缆后的异常率。带缆套管由中心螺旋的光纤束、纤膏和PBT构成,其结构如图1所示。在图1中:d1为光纤带截面对角线长度;d2为松套管内径。带缆套管的占空比(D)取决于光纤带的尺寸、光纤带的数量及松套管的内孔的大小,可由式1计算。式(1)中,d2为套管内径,w为光纤带宽度,n为管中光纤带带数,t为光纤带厚度。占空比通常在60%-90%之间,占空比越小,则光纤带在进入套管后,边纤越容易受力,则下线衰减异常的风险也越大。由于光缆在生产、施工和应用过程中不可避免地会受到拉伸力,为了确保光缆受力时应力不会立即传递给光纤,产生附加衰减甚至断纤,因此光纤长度在一定程度上大于套管的长度,给光缆提供拉伸冗余,这部分长度与套管长度的比例称之为余长。与此同时,光缆使用过程中环境温度的影响会发生收缩,而光纤的膨胀系数与光缆其他元件的膨胀系数相差2~3个数量级,因此光纤不会收缩,这就造成松套管中光纤余长增大,光纤弯曲加剧,同样会产生附加衰减甚至断纤。 余长过大会导致光纤带在套管内弯曲贴壁,增加衰减异常的风险;若余长过小会导致光缆下线拉伸不合格。
3. 绞合工序因素
绞合工序将多个松套管单元围绕中心加强件旋转绞合形成缆芯,该过程引入的机械应力对衰减有直接影响。放线张力直接决定光缆余长。张力偏小会使余长偏大、光纤带弯曲加剧,诱发衰减异常;张力偏大则使余长偏小,光缆在后续拉伸测试中易出现衰减超标。盘具内孔大小决定了内层缆芯的弯曲半径。内孔越小,弯曲半径越小,套管内光纤带受力越大,下线衰减越易异常。不过此类衰减多属暂时性,护套完成后通常可恢复。
4. 护套工序因素
护套工序为光缆提供最终的外部防护,其操作质量直接关乎光缆对外部环境的抵抗能力。该工序对衰减的影响机制与绞合工序类似:盘具内孔越小,内层光缆弯曲半径越小,套管内光纤带受力越大,下线衰减越容易出现异常。在层绞式带状光缆中,松套管中光纤带余长的控制是影响衰减性能的关键因素。合理的余长设计能有效补偿光缆在温度变化和机械应力作用下的形变,防止光纤带受到过度应力。①余长过大:当余长超过最优范围时,光纤带在套管内处于弯曲状态,容易与管内壁接触并产生摩擦。在层绞式结构中,由于多根松套管需要绞合在一起,余长过大会导致绞合后光纤带在套管内的自由度受限,特别是在低温环境下,松套管收缩会使余长进一步增大,弯曲半径减小,衰减明显增加。研究表明,层绞式光缆的余长一般控制在0.1%―0.8%范围内为宜。 ②余长过小:余长不足时光纤带处于张紧状态,对外部压力更为敏感。当光缆受到拉伸或侧压时,应力直接传递至光纤带,引起衰减增加。在层绞式光缆中,余长不足会降低光缆的温度性能,在高温环境下,松套管膨胀而光纤带无法充分松弛,可能导致宏弯损耗。此外,余长不足的光缆在敷设过程中容易因拉伸而产生永久性的衰减增加。①冷却工艺优化:松套管挤塑后的冷却工艺影响其最终结构和余长稳定性。采用分段冷却方式,逐步降低松套管温度,有助于减少内部应力的产生。水槽温度一般控制在20-40℃范围内,避免温度过低导致松套管过快冷却产生内应力。②牵引张力优化:牵引张力越大,套管在履带牵引与后牵引间形变越大,张力释放后收缩也越大,下线余长越大。牵引张力是控制带缆套管余长的主要手段。牵引张力一般控制在10―50N,避免张力过大或过小导致余长偏大或偏小。(1)放带系统的影响:放带系统的稳定性,直接决定了光纤带进入套管时的初始余长,如果初始余长不稳定则会导致,带缆套管最终下线余长不稳定,则会导致局部余长过大。局部余长过大,会导致该位置光纤带受力加剧,最终则会导致衰减异常或有拐点。针对此,增加了放带张力传感器以监控生产过程中放带张力的稳定性,以保证整盘套管的余长稳定性。(2)预充油座转动同心度的影响:预充油座转动同心度,直接决定了光纤带在背针处的旋转状态。同心度不佳则会导致,光纤带在背模处旋转刮边,旋转卡顿,会直接影响最终套管内光纤带状态。为解决这一问题,建立了转动同心度季度校验机制,确保在产线连续生产中,预充油座处于稳定的状态。(来源:中国线缆网) |
|
 皖公网安备 34011102002471号
皖公网安备 34011102002471号